
Perfect filtration, homogenising, degassing.
The patented extruder system enables trouble-free processing of materials that are otherwise difficult to process. Such as heavily printed films and very moist materials. Ultrafine filtration, melt homogenisation and high-performance degassing are performed in a single step. The innovative basic principle of TVEplus®is: melt filtration takes place upstream of extruder degassing. As a result, end products can be produced with the best quality and the highest possible recyclate content.
Your benefits
Economical and technically better.
Enhanced material intake, greater flexibility, higher throughput thanks to Counter Current®
Extremely easy operation and maximum user-friendliness with Smart Start®
High-quality end product even with materials that are difficult to process
Enhanced filtration performance – thanks to reduced shearing upstream of the melt filter
Optimised triple degassing with the preconditioning unit, optimum screw design and extruder degassing
Much higher output rates with the same screw diameter compared to conventional degassing extruders
Greater homogenisation efficiency downstream of filtration and upstream of degassing enhances the degassing performance and improves the characteristics of the melt
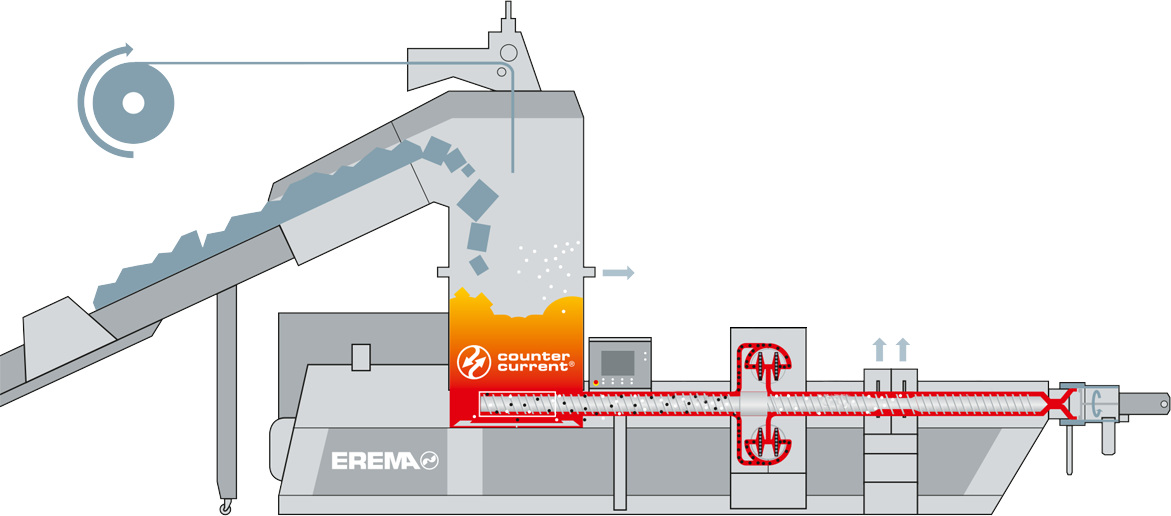
How it works
INTAREMA® TVEplus®
OPTIMISED TRIPLE DEGASSING
Initial degassing in the EREMA preconditioning unit takes place through preheating and pre-drying the material. The optimum screw design - tuned to the material to be processed - enables reverse degassing in the preconditioning unit, thus relieving the degassing zone of the extruder Gas inclusions in the melt are removed in the extruder degassing zone. Only thoroughly melted, filtered and homogenised material can pass the degassing zone of the extruder
PATENTED ADDITIONAL TECHNOLOGIES

 Heavily printed / metallised films
Heavily printed / metallised films
 LDPE washed flakes, agricultural film
LDPE washed flakes, agricultural film
 PE film with paper labels, pallet wrap
PE film with paper labels, pallet wrap
 PE washed film flakes (e.g. DSD310)
PE washed film flakes (e.g. DSD310)
 PP film / non-woven fleece with solid content
PP film / non-woven fleece with solid content


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}