
Perfekt filtrieren, homogenisieren, entgasen.
Mit dem patentierte Extrudersystem lassen sich auch schwer verarbeitbare Materialien umstandslos aufbereiten. So auch stärkst bedruckte Folien und sehr feuchte Materialien. Feinstfiltrierung, Homogenisierung der Schmelze und Hochleistungsentgasung passieren in einem Arbeitsschritt. Das innovative Grundprinzip der TVEplus®-Technologie lautet: Die Schmelzefiltration wird vor der Extruderentgasung angeordnet. Damit lassen sich Endprodukte in bester Qualität und einem Höchstanteil an Regranulaten realisieren.
Ihre Vorteile
Wirtschaftlich und technisch besser.
Verbesserter Materialeinzug, höhere Flexibilität, gesteigerte Durchsätze durch Counter Current®
Einfachste Bedienbarkeit und höchste Benutzerfreundlichkeit durch Smart Start®
Qualitativ hochwertiges Endprodukt auch bei schwer zu verarbeitenden Materialien
Erhöhte Filtrierleistung durch reduzierte Scherung vor dem Schmelzefilter
Optimierte 3-fach-Entgasung mittels Preconditioning Unit, idealer Schneckenkonstruktion und Extruderentgasung
Deutlich höhere Ausstoßleistungen als bei herkömmlichen Entgasungsextrudern und gleichem Schneckendurchmesser
Höhere Homogenisierungswirkung nach dem Filtrieren und vor dem Entgasen verstärkt die Entgasungsleistung und verbessert die Eigenschaften der Schmelze
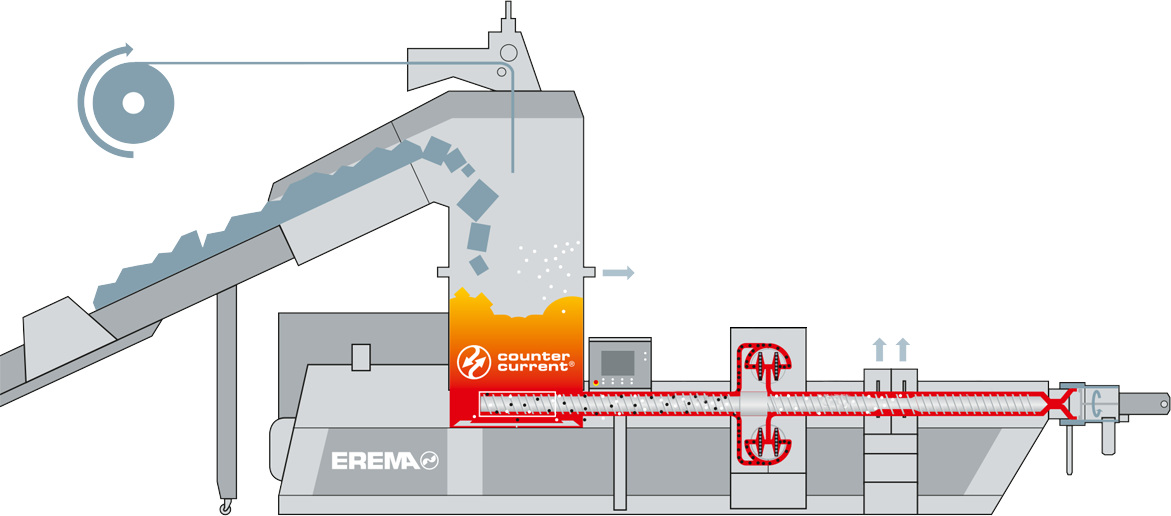
Funktionsweise
INTAREMA® TVEplus®
OPTIMIERTE 3-FACH-ENTGASUNG
Eine erste Entgasung in der EREMA Preconditioning Unit erfolgt durch Vorerwärmung und -trocknung des Materials. Das auf das zu verarbeitende Material abgestimmte optimale Schneckendesign ermöglicht eine Rückwärtsentgasung in die Preconditioning Unit und entlastet damit die Entgasungszone des Extruders. Gaseinschlüsse in der Schmelze werden in der Extruder-Entgasungszone entfernt. Nur vollständig aufgeschmolzenes, filtriertes und homogenisiertes Material kann die Entgasungszone des Extruders passieren
PATENTIERTE ZUSATZTECHNOLOGIEN

 Folie, starkbedruckt / metallisiert
Folie, starkbedruckt / metallisiert
 LDPE gewaschen, Agrarfolie
LDPE gewaschen, Agrarfolie
 PE Folie mit Papieretiketten (z.B. Palettenverpackung)
PE Folie mit Papieretiketten (z.B. Palettenverpackung)
 PE Folienschnitzel gewaschen (z.B. DSD310)
PE Folienschnitzel gewaschen (z.B. DSD310)
 PP Folie / Vlies mit Feststoffverunreinigungen
PP Folie / Vlies mit Feststoffverunreinigungen


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}