
Made easy!
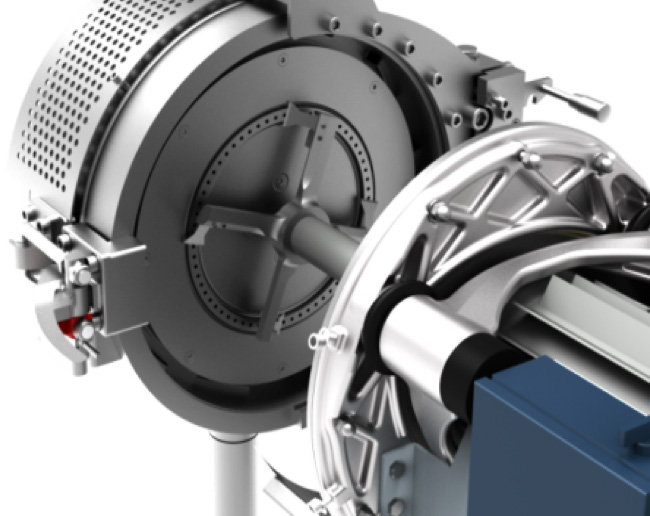
Hot die face pelletising systems with Direct Drive technology
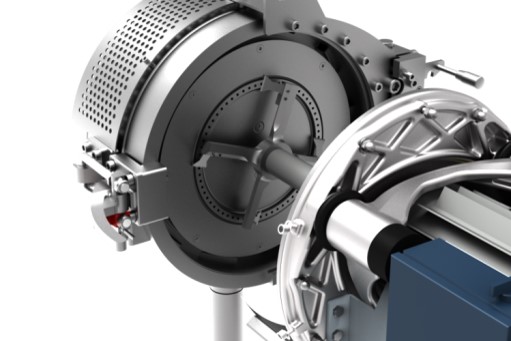
Simple handling and maintenance have always been the trademarks of EREMA hot die face pelletising systems.
Ongoing development of Direct Drive technology has added even more operational reliability, ease of use and flexibility.
Your benefits.
Economical and technically better.
Optional automatic pelletiser speed
Suitable for use with virtually all standard extruders
Direct Drive technology with vibration-free design.
lifetime lubrication of the drive shaft
High degree of operational reliability and considerable reduction in maintenance costs
Very long pelletiser service life
Simple and rapid pelletiser knife changeover without adjustment work saves time
Automatic pelletiser function supervision with alarm signal and automatic shutdown in the event of a malfunction
Flexible configuration of equipment downstream of pelletiser
Reduced cooling water costs thanks to efficient pellet cooling system
HG Air
Hot die face pelletising systems with air technology
Robust implementation proven again and again. For automatic repelletising of different thermoplastic materials, compounds and wood/plastic composites (WPC). The series HG AIR 80K, HG AIR 120K, HG AIR 120 and HG AIR 240 set new standards in terms of operational reliability, straightforward operation and flexibility.
Your benefits.
Economical and technically better.
Robust, compact design
Simple and fast pelletiser knife changeover
Air cooling requires less infrastructure
Easy handling
High operational reliability
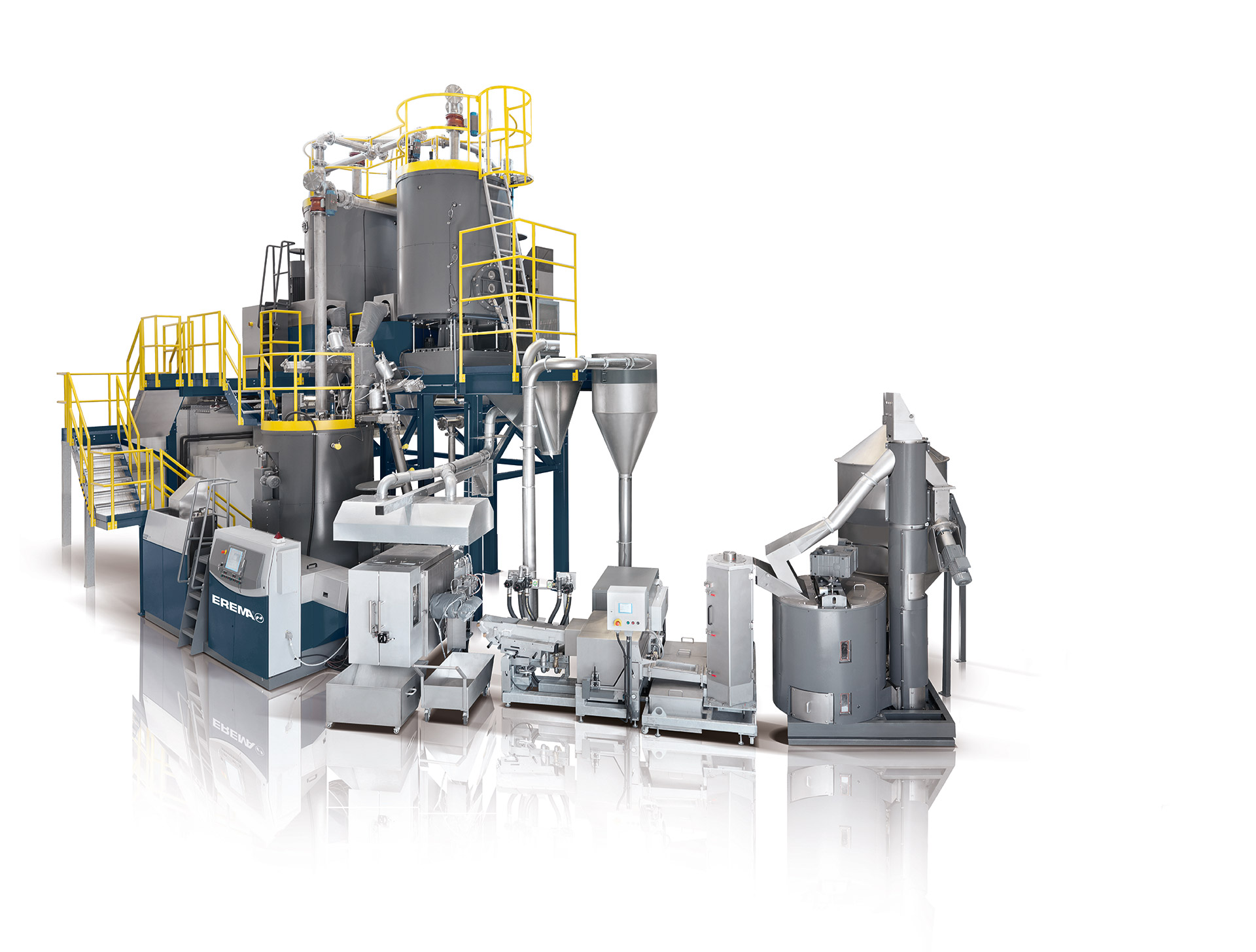
ASP
Semi-submerged strand pelletising systems for low-viscosity thermoplastics.
EREMA's semi-submerged strand pelletising systems are used to pelletise technical thermoplastics such as PET. Straightforward operation and minimum labour requirements contribute to the very high degree of operational reliability. Easy start-up, fast cleaning when changing over material and automatic self-feeding if strand breaks occur make these systems indispensable. Integrated crystallisation is also possible for PET.
Your benefits.
Economical and technically better.
Easy start-up with no bypass valves and lowest possible material loss
Cylindrical pellets on a par with virgin material
Fully automatic self-feeding if strand breaks occur
Reduced wear on tooling thanks to wet cutting
Cooling water removes cutting dust
Minimum personnel costs thanks to easy operation and fast cleaning and maintenance of the easily accessible components of the complete system
Avoiding downtime caused by strand breaks increases productivity
Optional CIC
Extremely reliable and operator-friendly
ASP-CIC
Compact inline crystallisation.
A system for the integrated and energy-efficient crystallisation of PET or PLA. The melt-filtrated strands are cooled briefly in water and then cut into pellets. The material is then fed immediately into a container. The latent thermal energy inside the pellets is used for crystallisation – without additional energy input required from the outside and without interrupting the process.
Your benefits.
Economical and technically better.
Homogenous pellets
Low production costs because no additional energy is needed
The degree of crystallisation achievable is between 30%and 40%
Easy operation and low personnel costs thanks to the high degree of automation
Trace elements are reduced without influencing the IV
No sticking occurs, thanks to the careful and homogeneous crystallisation over the whole cross section







{kind=link}
{kind=link}
{kind=link}
{kind=link}