For maximum rPET purity and greater safety.
The highly efficient VACUREMA®decontaminating technology taken a step further. The combination with the patented, vacuum-assisted V-LeaN Solid State Polycondensation (SSP) and flushing with high-purity nitrogen increases the quality of the rPET pellets still further and ensures its compliance for food contact.
Your benefits
Economical and technically better.
Highly efficient decontamination, minimal VOC content
AA content < 1 ppm = brand owner approved
Higher rPET content is possible in the end product thanks to the best rPET colour values = fit for the future
Extreme energy savings: Only 0.35 kWh/kg specific energy consumption (all-in: including all auxiliary units such as the chiller for cooling water treatment, at 1000 kg/h).
Flexible input, stable output:
Even when moisture, IV values, bulk densities and flake wall thickness vary ...
the resulting IV values and colours remain stable.
Guaranteed!
No additional post-crystallisation needed
Up to 40% less dwell time in the extruder for less thermal stress, better colour values and lower energy requirements and costs
Hardly any yellowing thanks to controlled pellet heating in a nitrogen atmosphere in the preheater
Excellent preform clarity
Units can be pre-assembled on skids to save costs and reduce installation and commissioning times
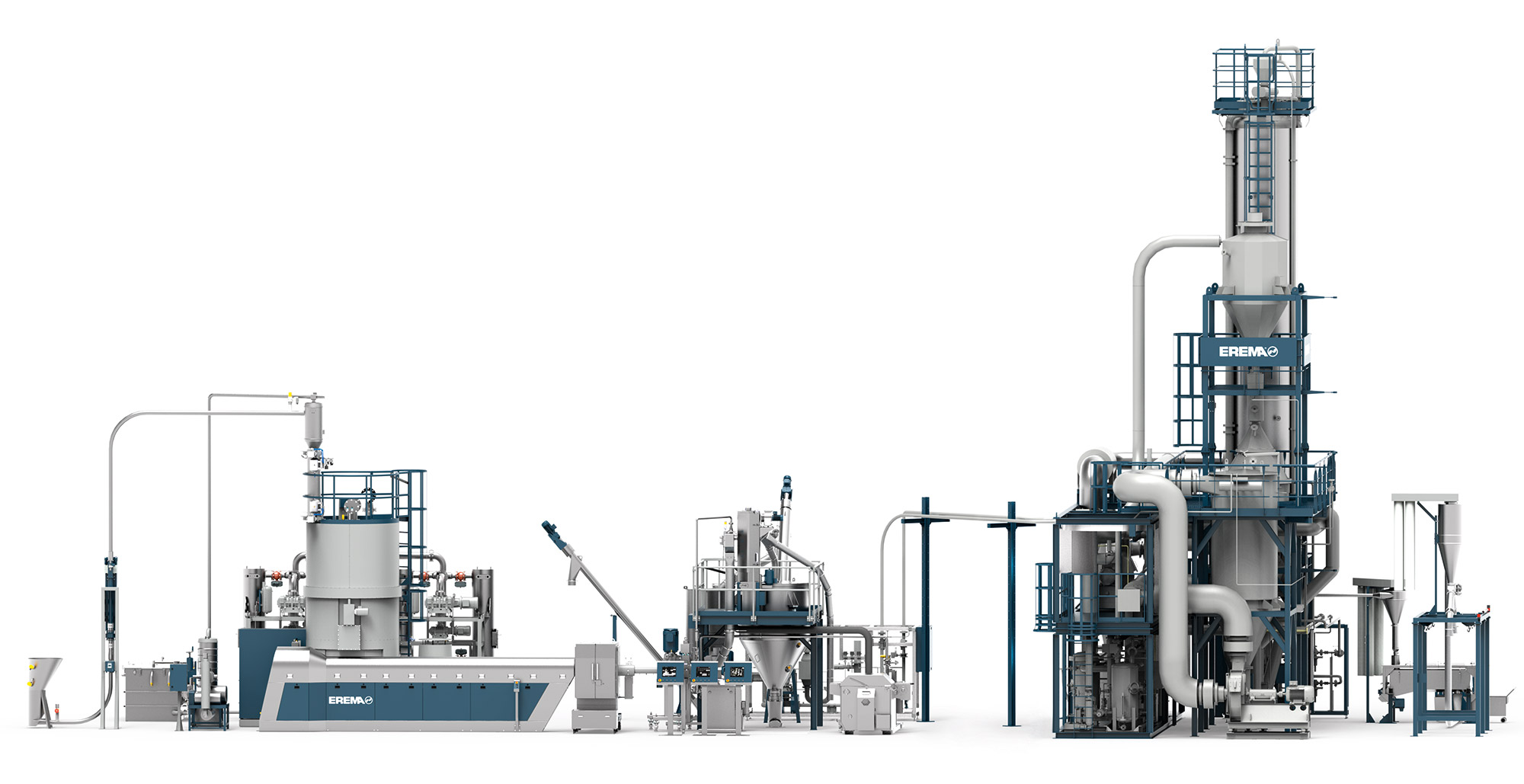
How it works
VACUNITE®
Clean PET melt
Thanks to the efficient ultra-fine filtration, the smallest of contaminants such as aluminium and steel particles are removed from the PET melt highly effectively and gently. The very large active filtration area, compared to other filters, lowers the pressure in the extruder to prevent solid contaminants being forced through the filtration medium. The filter system is equipped with a patented fully automatic self-cleaning system that enables long filter service life and minimises the risk of black spots.
Underwater pelletiser for inline crystallisation
The filtered PET melt is then cut in hot water and transported a short distance to the centrifuge, where the pellets are crystallised by latent heat crystallisation from the inside to the outside without the need for an external source of energy. This special configuration and the temperature control used for the VACNUNITE® process enable very high crystallisation rates (> 40%) without having to install an additional post-crystallisation process. This is a decisive advantage in terms of the number of components and energy efficiency, because overall the VACUNITE® concept requires around 40% fewer components and thus up to 36% less energy than comparable systems on the market.
Patented vacuum-assisted nitrogen solid state polycondensation (V-LeaN SSP)
The food-grade, spherical and crystalline pellets obtained in this way are fed to the nitrogen SSP in a hot state. This patented system was developed exclusively for EREMA by Polymetrix and has the following special features:
The pellets from inline crystallisation are blown into a buffer vessel via a pressure transport system. There, a rotary valve separates the ambient atmosphere from the nitrogen environment. In order to counteract discolouration at elevated temperatures, the pellets are then brought up to process temperature in a preheater with nitrogen and fed into the SSP. There,
a further separation between normal pressure and negative pressure takes place, so that a vacuum-assisted nitrogen atmosphere can be guaranteed. The vacuum is generated by water ring pumps without additional mechanical boosters, as in this case a moderate vacuum is sufficient due to the dry material. In addition, the SSP is flushed with fresh nitrogen (N2). The combination of vacuum, the right nitrogen flow rate, temperature, dwell time and very narrow dwell time spectrum enables defined process control and results in unique decontamination performance.

 PET bottle flakes
PET bottle flakes