Recycling in Upcycling verwandeln – COREMA® kann das.
Qualität gezielt steigern.
Für Rezyklate, die höchste Ansprüche erfüllen. COREMA® ist robust gegenüber Recycling-Rohmaterial wie etwa PP Vliese, PE Randstreifen und PA Fasern. Um noch rascher noch bessere Ergebnisse zu erzielen, haben wir Recycling und Compounding kombiniert.
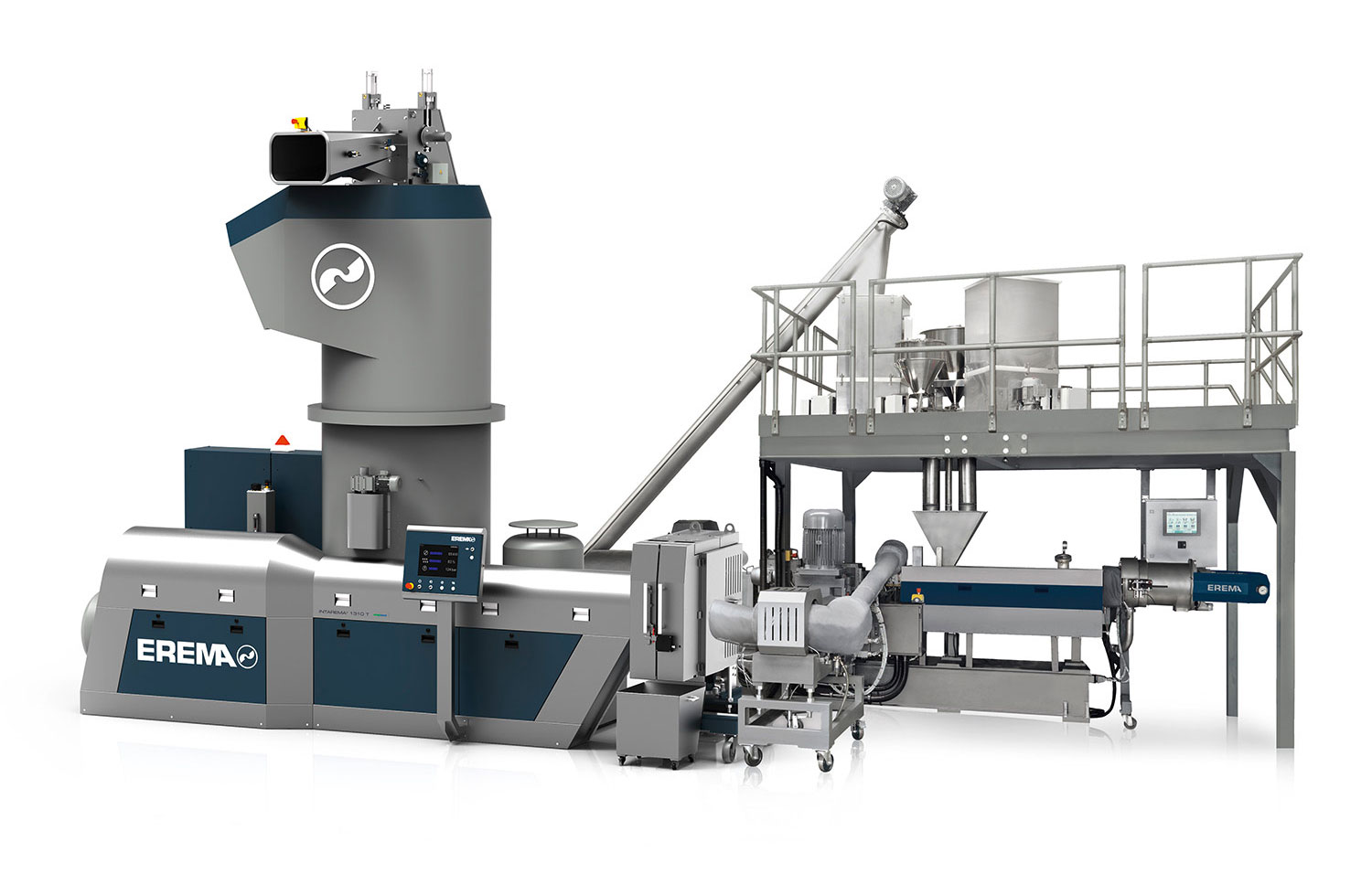
Die COREMA® Technologie:
Die filtrierte Schmelze wird einem gleichlaufenden Doppelschnecken- Extruder zugeführt. Zugegebene Additive steigern die Qualität. Praktisch bringt das exakt abgestimmtes Recycling-Compound für jede Anwendung.
Erst den Rohstoff designen …
Spezielle Produkte gelingen mit speziellen Materialien nicht nur am besten, sondern auch am kostengünstigsten.
… dann das Produkt.
Wir erleben es immer wieder: Mit COREMA® compoundiertes Rezyklat inspiriert die Gestalter und begeistert die kühlen Rechner.
Die Zukunft gehört dem Upcycling.
Hochwertige Endprodukte, die endlose Möglichkeiten bieten. Weil sich aus gesammeltem Recyclingmaterial immer wieder neue, an Kundenwünsche anpassbare Rohstoffe machen lassen. Mit COREMA®.
Ein Loop mit Knick nach oben.
Upcycling steigert nicht nur die Qualität der aufbereiteten Rohstoffe. Auch Ihre Umsatzkurve wird damit steigen.
Unsere Technologien sind für jeden Anwendungsbereich spezifisch ausgerichtet.
Gerne beantworten wir Ihre Fragen zur Technologie und den Möglichkeiten von COREMA®. Rufen Sie uns an, schreiben Sie uns. Wir sind für Sie und optimiertes Compounding jederzeit da.